西門子6AV6381-2BQ07-3AV0 西門子6AV6381-2BQ07-3AV0 
數控機床作為自動化控制設備,是在自動控制下進行工作的,數控機床所受控制可分為兩類:
一類是最終實現對各坐標軸運動進行的“數字控制”。如:對CNC車床X軸和Z軸,CNC銑床X軸,Y軸和Z軸的移動距離,各軸運行的插補、補償等的控制即為“數字控制”。
另一類是“順序控制”。對數控機床來說,“順序控制”是在數控機床運行過程中,以CNC內部和機床各行程開關、傳感器、按鈕、繼電器等的開關量信號狀態為條件,并按照預先規定的邏輯順序對諸如主軸的起停、換向,刀具的更換,工件的夾緊、松開,液壓、冷卻、潤滑系統的運行等進行的控制。與“數字控制”比較,“順序控制”的信息主要是開關量信號。 可編程控制器(PLC)具有如下特點 (1) PLC是一種專用于工業順序控制的微機系統。 (2) PLC是專為在惡劣的工業環境下使用而設計的,所以具有很強的抗干擾能力。 (3) 結構緊湊、體積小,很容易裝入機床內部或電氣箱內,便于實現動作復雜的控制邏輯和數控機床的機電一體化。 (4) 采用梯形圖編程方式。 (5) PLC可與編程器、個人計算機等連接,可以很方便地實現程序的顯示、編輯、診斷、存儲和傳送等操作。 PLC的產品很多,型號規格也不統一,可以從結構、原理、規模等方面分類。從數控機床應用的角度分,可編程控制器可分為兩類:一類是CNC的生產廠家將數控裝置(CNC)和PLC綜合起來而設計的“內裝型”(Build—inType)PLC;另一類是專業的PLC生產廠家的產品,它們的輸入/輸出信號接口技術規范、輸入/輸出點數、程序存儲容量以及運算和控制功能均能滿足數控機床的控制要求,稱為“獨立型”(Sand—alone Type)PLC。 所謂程序編制,就是用戶根據控制對象的要求,利用PLC廠家提供的程序編制語言,將一個控制要求描述出來的過程。PLC最常用的編程語言是梯形圖語言和指令語句表語言,且兩者常常聯合使用。 1) 梯形圖(語言) 梯形圖是一種從繼電接觸控制電路圖演變而來的圖形語言。它是借助類似于繼電器的動合、動斷觸點、線圈以及串、并聯等術語和符號,根據控制要求聯接而成的表示PLC輸入和輸出之間邏輯關系的圖形,直觀易懂。   梯形圖中常用 圖形符號分別表示PLC編程元件的動合和動斷觸點; 梯形圖中常用 圖形符號分別表示PLC編程元件的動合和動斷觸點;
 用 ( ) 表示它們的線圈。梯形圖中編程元件的種類用圖形符號及標注的字母或數加以區別。觸點和線圈等組成的獨立電路稱為網絡,用編程軟件生成的梯形圖和語句表程序中有網絡編號,允許以網絡為單位給梯形圖加注釋。 用 ( ) 表示它們的線圈。梯形圖中編程元件的種類用圖形符號及標注的字母或數加以區別。觸點和線圈等組成的獨立電路稱為網絡,用編程軟件生成的梯形圖和語句表程序中有網絡編號,允許以網絡為單位給梯形圖加注釋。
梯形圖的設計應注意到以下三點: ①梯形圖按從左到右、自上而下地順序排列。每一邏輯行(或稱梯級)起始于左母線,然后是觸點的串、并聯接,最后是線圈。 ②梯形圖中每個梯級流過的不是物理電流,而是“概念電流”,從左流向右,其兩端沒有電源。這個“概念電流”只是用來形象地描述用戶程序執行中應滿足線圈接通的條件。 ③輸入寄存器用于接收外部輸入信號,而不能由PLC內部其它繼電器的觸點來驅動。因此,梯形圖中只出現輸入寄存器的觸點,而不出現其線圈。輸出寄存器則輸出程序執行結果給外部輸出設備,當梯形圖中的輸出寄存器線圈得電時,就有信號輸出,但不是直接驅動輸出設備,而要通過輸出接口的繼電器、晶體管或晶閘管才能實現。輸出寄存器的觸點也可供內部編程使用。 2)指令語句表 指令語句表是一種用指令助記符來編制PLC程序的語言,它類似于計算機的匯編語言,但比匯編語言易懂易學,若干條指令組成的程序就是指令語句表。一條指令語句是由步序、指令語和作用器件編號三部分組成。 下例為PLC實現三相鼠籠電動機起/停控制的兩種編程語言的表示方法: 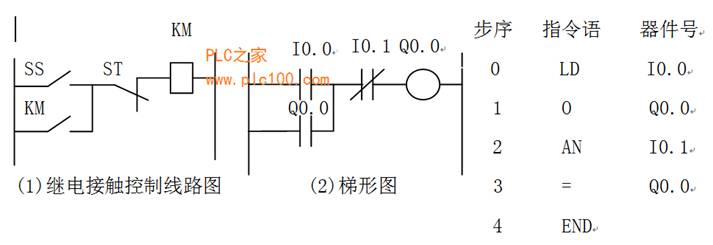
|

